







Our new home
RAW MATERIALS AND CUTTING
The ATK production cycle starts here, where raw materials are stored and prepared for processing. Our warehouse primarily holds ERGAL (aluminum 7075), a high-performance aluminum alloy sourced from France, Switzerland, and Austria. This material is ideal for ensuring both lightness and strength.
Each year, we handle an average of 350 tons (350,000 kg) of this premium-grade alloy, commonly used in the automotive and aerospace industries. ERGAL accounts for most of the materials used here. For specific components, we also use various types of steel and acetal resin (POM).
Our production process begins with cutting. Raw material bars are sawn into smaller pieces (typically cubes) to fit into our CNC machining centers. We cut more than 100 combinations of shapes and sizes each year. One cycle, for instance, may produce blocks measuring 70x75 cm, while the next produces 70x76 cm. This flexibility is key to maintaining the efficiency of our production flow while supporting maximum freedom in the design and engineering of our bindings. The
pace is intense: around one million cuts are made each year, marking the starting point of every component's journey into the ATK world.
MILLING MACHINES
Once the raw materials have been prepared in the cutting department, they move on to the Computer Numerical Control (CNC) machining centers. These are divided into two categories: lathes and milling machines. Inmilling, a tool is rotated at high speed to machine the raw material, which either remains stationary or moves along multiple axes. It is a highly versatile process, suitable for machining complex and articulated geometries.
Many players in our industry choose manufacturing methods like stamping, forging, or casting, which are generally cheaper and less demanding than machining from solid. At ATK, we take a different approach: we machine all our components from solid material. We believe this is the only way to achieve parts that are solid, lightweight, and extremely precise at the same time. This method gives us full design freedom and the ability to create our iconic, complex systems in-house, exactly as we imagined them. At ATK, the decision to use CNC lathes and milling machines is not just a technical one, it is part of our
identity. The challenges inherent in machining from solid are a test we embrace and overcome, also thanks to the expertise we’ve developed here in the Motor Valley, where precision engineering is deeply embedded in the local culture.
LATHES
Once the raw materials have been prepared in the cutting department, they move on to the Computer Numerical Control (CNC) machining centers. These are divided into two categories: lathes and milling machines. In the lathes, the raw material rotates while the cutting tool remains stationary or moves along a single axis.
This process is ideal for producing components with cylindrical or symmetrical shapes, such as pins or bushings, ensuring high precision on diameters and curved surfaces.
Many players in our industry choose manufacturing methods like stamping, forging, or casting, which are generally cheaper and less demanding than machining from solid. At ATK, we take a different approach: we machine all our components from solid material. We believe this is the only way to achieve parts that are solid, lightweight, and extremely precise at the same time. This method gives us full design freedom and the ability to create our iconic, complex systems in-house, exactly as we imagined them. At ATK, the decision to use CNC lathes and milling machines is not just a technical one, it is part of our
identity. The challenges inherent in machining from solid are a test we embrace and overcome, also thanks to the expertise we’ve developed here in the Motor Valley, where precision engineering is deeply embedded in the local culture.
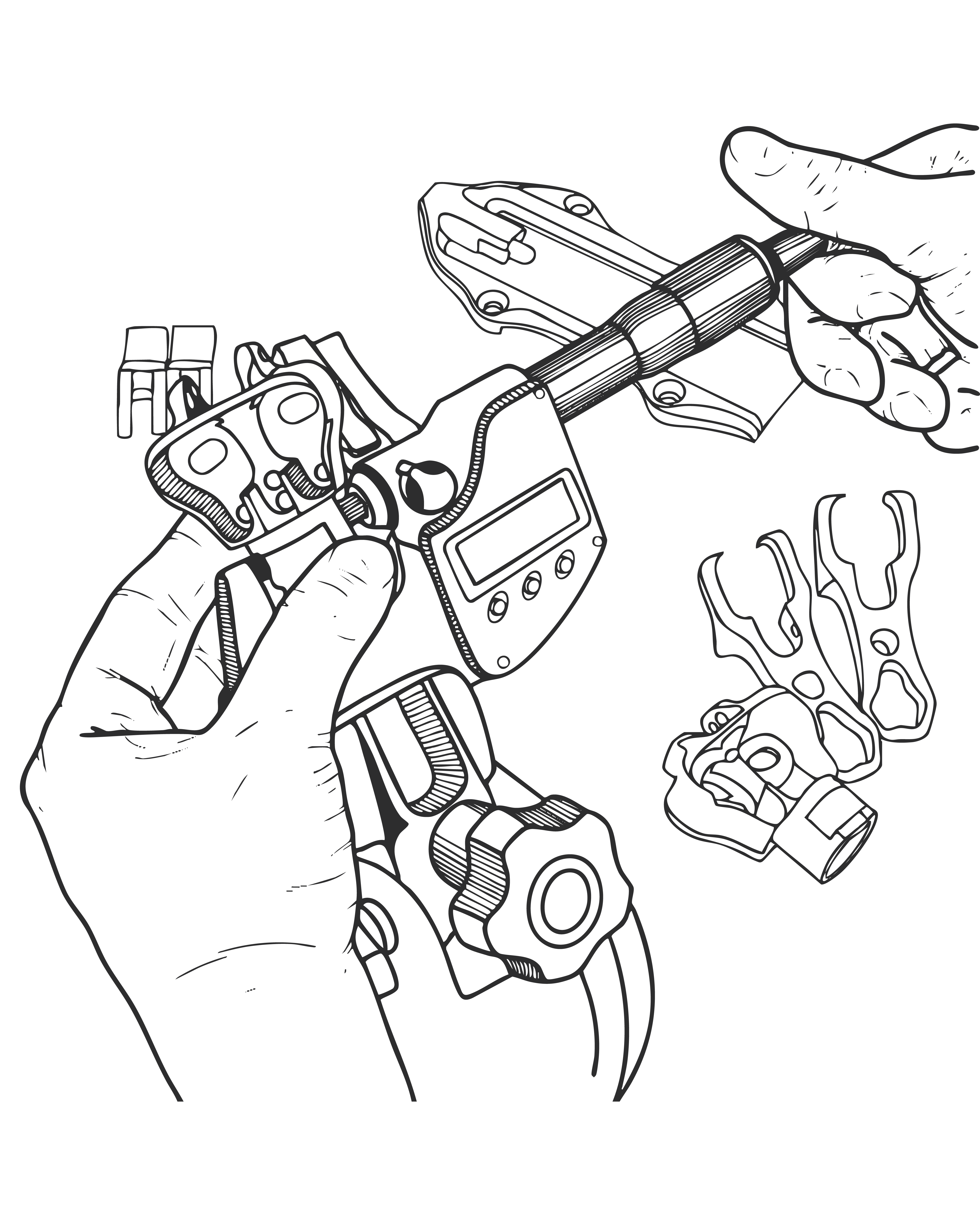
COMPONENT QUALITY CONTROL
Every production cycle of an ATK component undergoes constant quality checks, both at its very beginning and throughout its entire duration. For instance, if a batch of toe piece bases
is being machined, we verify every day that the quality remains impeccable. To do this, we use a variety of measuring instruments, such as calipers, micrometers, height gauges, gauge pins, and Johansson blocks. For more complex parts, we step into the world of 3D metrology: a CMM (Coordinate Measuring Machine) positions the part in space and analyzes it through multiple cycles to detect every dimension with absolute precision.
Tolerance levels vary depending on the component: for non-mechanical external parts, we allow for deviations of up to ± tenths of a millimeter, while for more delicate areas - such as the toe head of the toe piece - we tighten that tolerance to within ± thousandths. This level of precision is one of the reasons we can guarantee the perfect performance of every ATK binding.
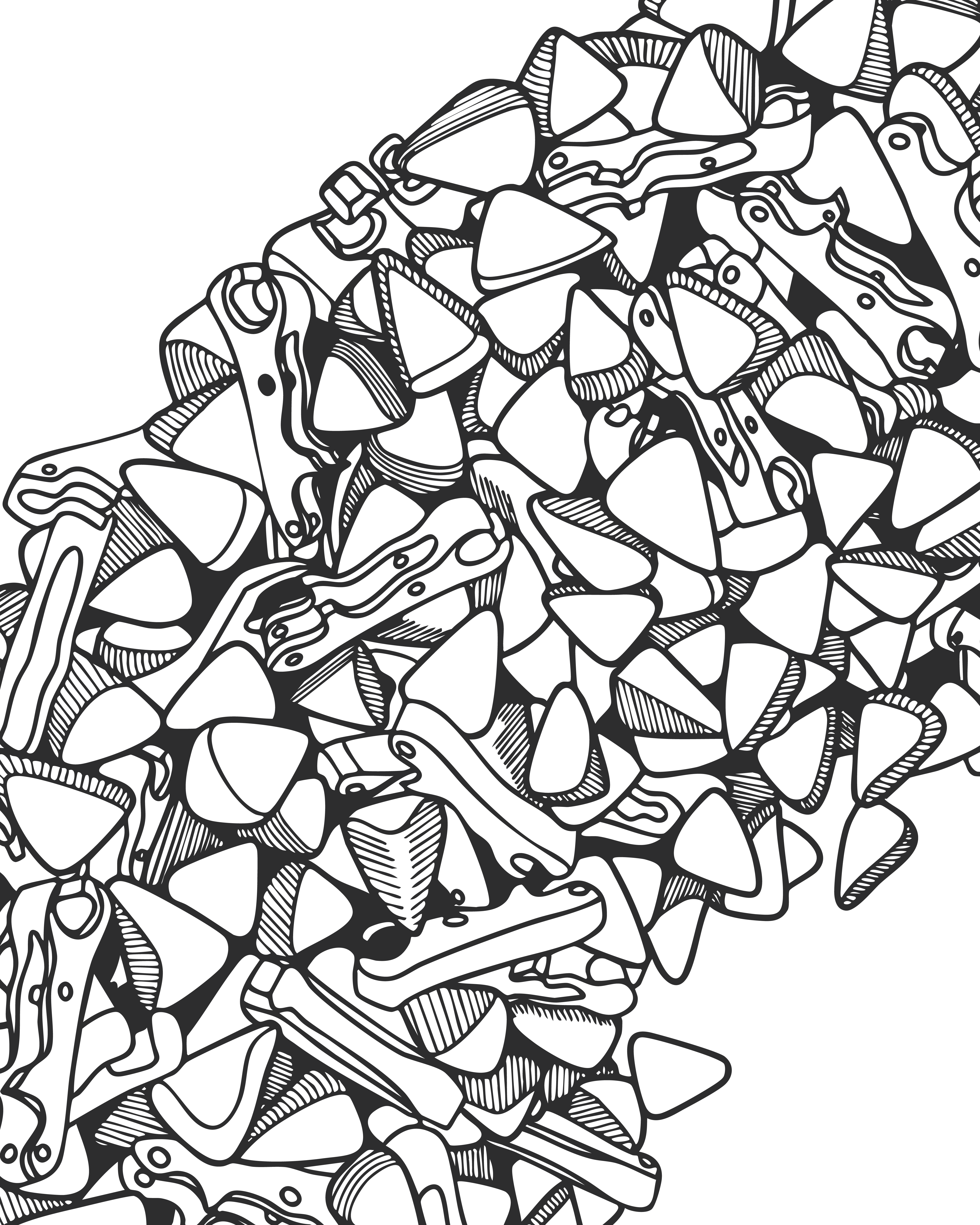
TUMBLING AND SHOT PEENING
The tumbling phase is essential for defining the final quality of each component. Pieces machined on lathes and mills are placed inside vibratory tumblers together with abrasive
inserts, in our case, small pyramid-shaped resin structures coated with ceramic powder as the abrasive medium. As the tumblers vibrate, they constantly mix the semi-finished parts with the abrasive media. This process removes machining residues, smooths sharp edges, and enhances the mechanical properties of each piece.
Micropallination, on the other hand, is used to increase the surface resistance of components without compromising dimensional precision. It also allows us to create a matte effect on the surface. Once color is applied, the contrast between glossy and satin finishes gives the binding a visually distinctive look—immediately recognizable as an ATK product.
This department also handles drying, using special machines that perform dry treatments with flaxseed. These natural seeds absorb any residual moisture from lubricants, leaving the parts completely dry and ready for the next production phase.

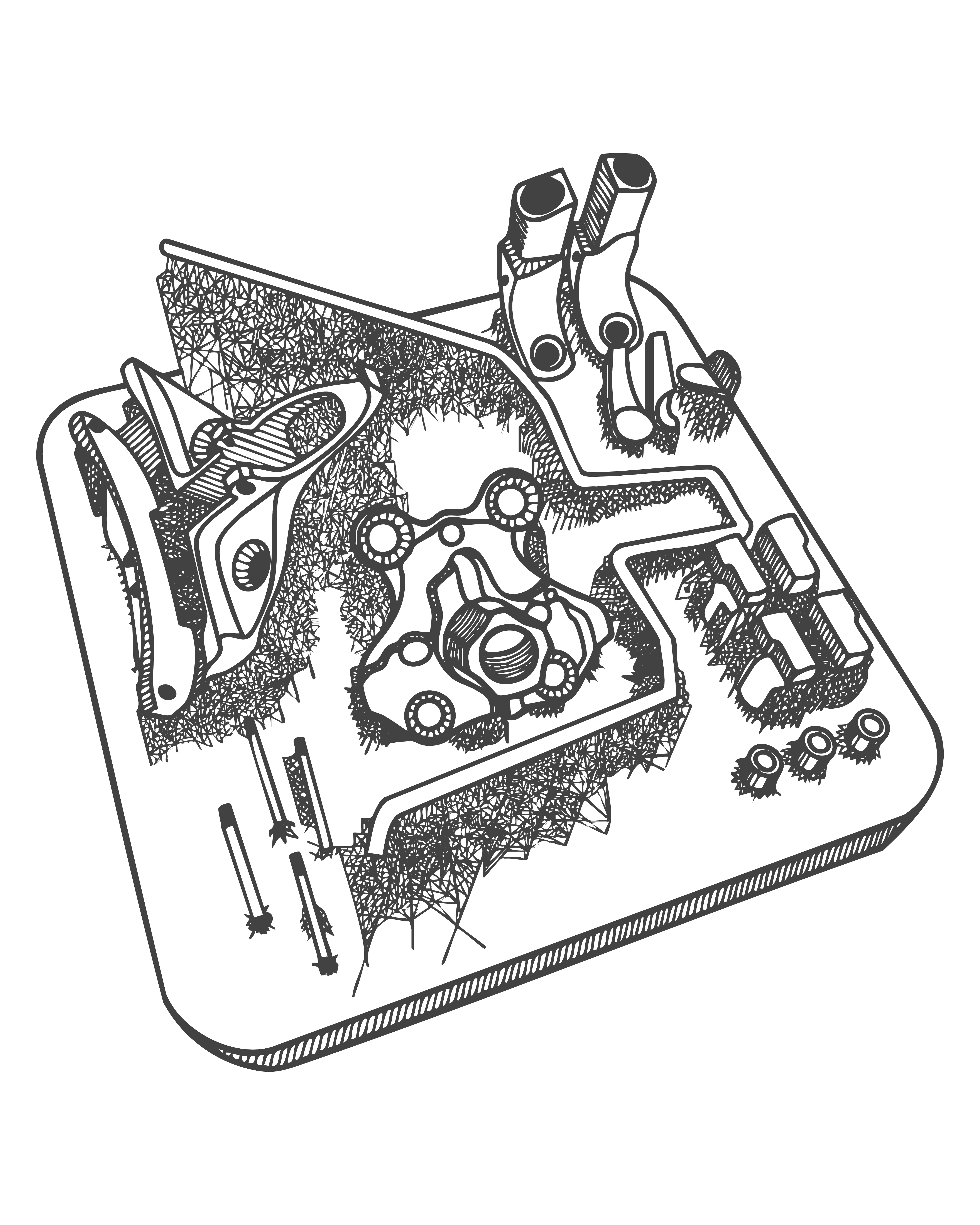
CHIP COMPACTORS
Machining from solid, in terms of material yield, is a bit like sculpting marble: the final component represents only a small portion of the original block, about 7% in our case.
The remaining 93% becomes chip waste, a by-product that is far from
being discarded. Every aluminum chip produced during our machining processes is collected, compacted into “waffles”, and sent to specialized centers to be carefully recycled.
But the compactor doesn’t just reduce the volume of waste, it also plays a key role in managing cutting fluids. Thanks to a closed-loop system that minimizes dispersion (limited only to evaporation), we are able to recover 97% of the lubricants used in our mills and lathes, which are then reintroduced into the production cycle. The remaining 3%, retained within the chips, would normally require chemical washing to be separated. However, during compression, the compactor extracts these last oil residues as well, making the aluminum chips ready
for recycling without additional treatment.
Our long-term goal is even more ambitious: to certify the recycled aluminum produced from our own waste as ERGAL, so we can reuse it directly in the manufacturing of our bindings. This way, the material used for one binding could become part of a future ATK product.
RESEARCH AND DEVELOPMENT
At ATK, everything starts from a good intuition, made achievable by the expertise of our Research and Development department. This division, composed of one of the largest and most experienced teams in the entire company, is our true innovation engine - constantly searching for new solutions and maximum efficiency in bringing them to life.
For us, innovation means prototyping fast and smart. Our R&D department combines the precision of CNC machining with the speed of 3D printing, blending two complementary technologies.
3D printing helps us quickly shape ideas and explore geometries, while final testing on snow is always done using CNC-machined components, because even the best 3D prints can’t match the strength of ERGAL.
We were early adopters of this hybrid prototyping approach, and today we’re faster and more agile in testing and refining new concepts.
Every day, new solutions, shapes, and bindings take shape here. And it all starts with a good idea, made real through technology.
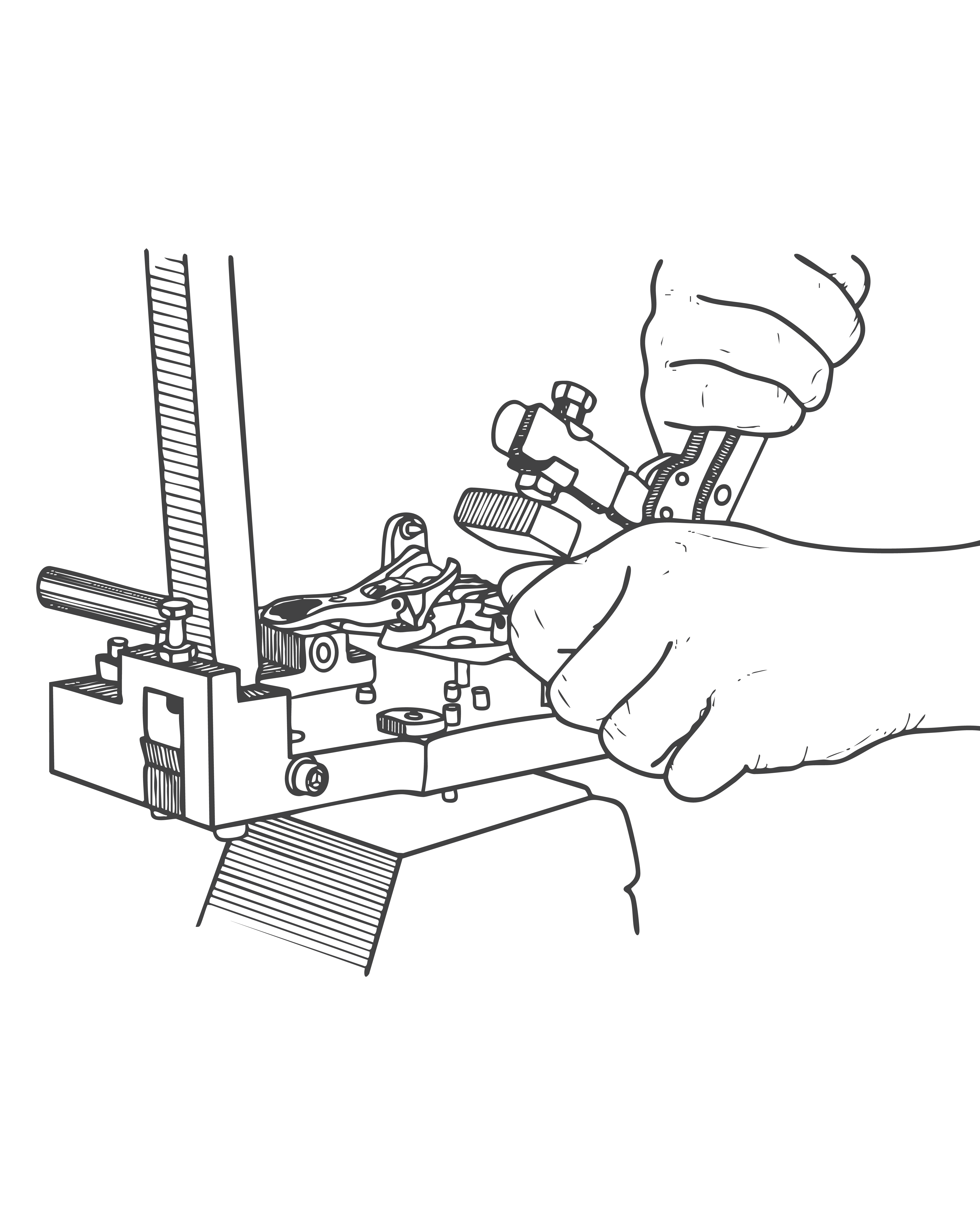
ASSEMBLY
All components of our bindings meet here - machined, finished, anodized, and ready to be assembled into an ATK binding. Each workstation specializes in a specific phase of the
process, such as assembling the CAM Release System or inserting the front pins into the forks. Here, in just 40 minutes, a Raider EVO comes to life.
This is also where we laser-mark our bindings, engraving all essential information—adjustment scales, serial numbers, and more—as well as special customizations, like the names of our ambassadors, guides, and athletes.
PACKAGING
Even the final stage of production reflects our environmental commitment. The ATK packaging system has been completely redesigned to be more sustainable and have less environmental impact: today, our boxes are made from 86% recycled paper and are 100% recyclable. Even the screw bags are biodegradable, and all tags are now made of paper instead of plastic.
We’ve internalized our box printing process by investing in an industrial machine that has allowed us to eliminate plastic labels and adhesives. All product information is directly printed on the cardboard using water-based inks, making the entire package easy to recycle and free from mixed materials.
Less flashy, more conscious: an aesthetic change that reflects a deeper transformation in how we think about our products—from performance to environmental impact.
SERVICE
Our Service department is
always ready to take care of your ATK gear, any time of year, anywhere in the world. Whether it’s maintenance, repair, or inspection, we operate fast: within 24 to 48 hours of receiving your product, it’s already being serviced and shipped.
Our warehouse stocks spare parts for every model since 2007, from the classic NX bindings to the latest innovations.
On average, the bindings we receive are between 4 and 6 years old, but age doesn’t matter—every piece is treated with the same level of care, thanks to our complete range of original parts and lubricants. Our goal is simple: restore every product to like-new condition, challenging even the speed of the couriers!

Mission
At ATK Bindings, our mission is to enhance the skiing performances of enthusiasts of all levels by designing and producing lightweight bindings.

Vision
We aspire to create a world where skiers can effortlessly explore their passion for the mountains, thanks to the lightweight design of our products. We will achieve this goal by relentlessly pursuing innovation and becoming the global leader in the world of inline binding.
Family
ATK was born into a family that instilled it with its own set of values. They have guided us through the years, the changes, and the challenges that our growth forced us to confront. These values are the foundation that sustained all our efforts in reaching our goal: creating performance through lightness for you.
Inclusivity
Skiers' needs are the driving force behind our constant strive for improvement. Our strength comes from the thorough effort we put into understanding all the inputs that can feed our ever-going development process and help us tailor light products to unlock your best performance.
Lightness
Our strength is in the lightness that allows you to enjoy all the aspects of the ascent and have the most fun on the descent. This isn't casual; it's the result of all the years that ATK spent experimenting in the Race world. Years of activities revolved around one guiding philosophy 'Performing Through Lightness!'
